|
|
【实战】张力控制对于无溶剂复合如此重要,怎么攻破?浏览数:196次
 在无溶剂复合工艺中,张力控制极为重要,必须非常精确。 张力控制包括主放卷张力、涂胶后薄膜张力、副放卷张力、收卷张力、收卷锥度几个方面。 无溶剂复合初粘较低,复合基材各段张力的匹配和收卷张力的控制格外重要。在此,重点介绍薄膜基材的放卷张力、复合收卷张力及检验方法。
一、放卷张力的控制------薄膜基材: 一般来说,放卷张力以副放卷张力为基准,增加主放卷张力,使之与副放卷张力匹配,让复合膜最终达到平直状态,在这前提下,放卷张力是以不发生纵、横向褶皱的最小张力。 u 针对不同材质的薄膜,复合过程中各部分张力大小也有所不同,甚至同一材质的薄膜,根据复合结构的不一样,其张力控制也有很大不同. 如PET/PE结构中,因为PE容易拉伸,其张力大致在3~5N,而PET要与PE的收缩应力抗衡,其张力要比较大,大致在20N; 同样是PET薄膜,在PET/纸的复合结构中,由于纸的拉伸性比较好,因此PET只要求最小张力就可以了,一般5N左右即可。 u 基材预热,保持张力稳定: 若在冬季室温较低的环境下,应采用无溶剂复合设备的第二放卷预热辊装置对基材进行预热,或者提前将基材放入熟化室内进行预热。 二、 收卷张力控制-----复合: 收卷张力略大于放卷张力,收卷张力需要承受复合膜初黏力,收卷锥度控制在20%以内为好,随着卷径的增大,张力递减程度比干式复合要慢。 对于高阻隔材料复合时,合适的收卷张力是很重要!收卷时,可考使用收卷靠辊,增大收卷张力。 u 收卷张力太小,会使部分刚性稍大的复合材料发生翘曲,与另一复合材料之间产生微小的间隙,形成气泡。 若湿度因素,在固化过程中反应生成的气体由于张力太低而不容易散逸,也会形成气泡。 u 通常将不易拉伸的刚性材料放在第一放卷,便于涂胶,设定张力较大。 第二卷的张力要调整适宜,以免张力不匹配生产层间滑移,形成折皱故障。 三、张力检验-----交叉切十字法:
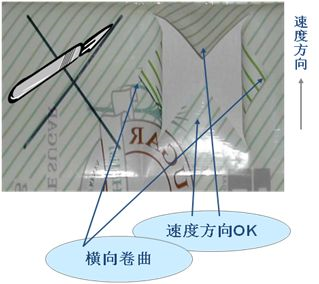
张力控制检测---速度方向 :向哪个方向卷曲,说明这个方向的膜张力大;横向卷曲 :说明复合温度过高。
|